हो सकेला कि रउरा लगे ई सब ई मर काटने मशीन pr oblems: असमान कटौती, अधूरा कटौती, जाम, गलत संरेखण, जोरदार आवाज, खिला के समस्या, अवुरी प्लेट पहनने। नीचे दिहल सभसे आम समस्या सभ के देखल जाय:
| समस्या के |
बिबरन |
| असंगत कटिंग के बा |
खराब देखभाल से सामग्री के बर्बादी हो जाला आ पइसा के खरचा अधिका होला |
| गलत संरेखित ब्लेड के बा |
कटौती टेढ़ होला, मोट ढेर के ठीक करे के जरूरत होला |
| डेंट भा वार्प वाला ब्लेड होला |
किनारे खुरदुरा लउकेला, रिजल्ट खराब बा, नया ब्लेड के जरूरत बा |
| 'फ्लुफी' किनार के बा |
सुस्त ब्लेड खुरदुरा किनारे बनावेला, नया ब्लेड के जरूरत होखेला |
| जनरल वियर एंड टीयर के बारे में बतावल गइल बा |
सुस्त ब्लेड भा गलत सेटअप, ठीक करे के जरूरत बा |
| बर्स्ट लाइन्स आ डार्क लाइन्स के नाम से जानल जाला |
बहुते दबाव भा खराब सेटअप से ई खामी पैदा हो जाला |
ओयांग स्मार्ट अवुरी आसान समाधान देवेला। डाई कटिंग के तेजी से ठीक करे अवुरी आपन काम के बढ़िया से चलावे खाती ए टिप्स के आजमा के देखीं।
प्रमुख टेकअवे के बा
डाई कटिंग मशीन में असमान कटौती
असमान काटने के कारण
कई बेर त राउर डाई कटिंग मशीन हर बेर एके तरह से ना काटत रहेला. एहसे राउर सामग्री बर्बाद हो सकेला आ राउर काम धीमा हो सकेला. अइसन काहे होला? इहाँ एगो साधारण तालिका दिहल गइल बा जेह में मुख्य कारण देखावल गइल बा:
| कारण के |
बिबरन |
| सुस्त भा घिसल-पिटल किनारा |
कटिंग डाई कई गो इस्तेमाल के बाद सुस्त हो जाला। रउरा ओह लोग के तेज करे भा बदले के जरूरत बा. |
| गलत संरेखण हो गइल बा |
अगर ब्लेड भा गाइड के लाइन ना लागल होखे त कटौती टेढ़ भा असमान लउकी. |
| सामग्री के भिन्नता के बारे में बतावल गइल बा |
अलग-अलग मोटाई भा कठोरता वाला सामग्री सभ में दबाव आ गति में बदलाव के जरूरत होला। |
| मशीन के रखरखाव के काम |
अगर रउरा अपना मशीन के साफ ना करीं भा जांच ना करीं त ऊ गंदा हो सकेला आ बढ़िया से काम ना कर सके. |
गंदा हिस्सा भा ढीला बोल्ट भी के साथ समस्या पैदा कर सकेला मर के काटत बानी . अगर रउरा अपना मशीन के अक्सर जांच ना करीं त रउरा अउरी गलती लउक सकेला. हमेशा अइसन ब्लेड के तलाश करीं जवन लाइन में ना होखे, काहे कि एहसे बड़हन गलती हो सकेला.
असमान कटौती के कइसे ठीक कइल जाला
कुछ साधारण काम करके असमान कटौती के ठीक कर सकेनी। पहिले त यो उर के देखल जाव काट के मर जाला कि देखल जाव कि ओह लोग के कवनो नुकसान भइल बा कि ना. अगर घिसल-पिटल हो गइल होखे त बदल दीं. एकरा बाद, जांच करीं कि आपके मशीन सही लाइन में लागल बा कि ना। जवन भी बोल्ट भा फास्टनर ढीला होखे ओकरा के कस लीं। दबाव सेट करीं ताकि हर कटौती एके जइसन होखे। मशीन के साफ क के धूल भा गंदगी से छुटकारा पाईं।
इहाँ एगो छोट सूची दिहल गइल बा जवन रउआँ के याद राखे में मदद करी:
डाई काटत देखल जाव आ अगर सुस्त बा भा टूटल बा त ओकरा के बदल दीं.
मशीन के सेट करीं ताकि दबाव सम होखे।
बोल्ट के कस लीं आ जांच करीं कि ब्लेड लाइन में लागल बा कि ना.
काम शुरू करे से पहिले सभ हिस्सा के साफ क लीं।
अगर रउआ इ सब काम करब त रउआ अधिकतर समस्या ठीक हो जाई आ राउर डाई कटिंग बढ़िया से काम करी।
मर काटने की मशीन सामग्री के माध्यम से काट ना
आम डाई कटिंग के मुद्दा बा
कबो-कबो, राउर डाई कटिंग मशीन पूरा रास्ता ना काट पावेला। जब रउरा साफ सुथरा आकृति चाहीं त ई परेशान कर सकेला. अइसन होखे के कुछ कारण बा। ई टैब ले देखल जावकुछ लोग खातिर आम समस्या :
| मुद्दा के |
विवरण बा |
| अपर्याप्त काटने के दबाव |
खराब प्रेशर सेटिंग के चलते मशीन के दबाव असमान हो जाला। |
| ब्लेड पहनने के बा |
ब्लेड के बहुत इस्तेमाल से इ सुस्त अवुरी कम तेज हो जाला। |
| कागज के मोटाई में बदलाव होला |
अगर कागज बहुत मोट भा पातर होखे त हो सकता कि दबाव ठीक से काम ना करे। |
अगर राउर डाई कटल बंद हो जाव त रउरा भी एहमें से कवनो समस्या हो सकेला. कबो-कबो, सामग्री बहुत मोट हो जाला। बाकी समय अब ब्लेड तेज ना होखेला। प्रेशर सेटिंग भी गलत हो सकेला। एह मुद्दा से राउर सामग्री बर्बाद हो सकेला आ रउरा के धीमा कर सकेला.
अधूरा कटौती के ठीक कईसे कईल जाला
कुछ आसान कदम से अधूरा कटौती के ठीक क सकेनी। सबसे पहिले जांच करीं कि रउआ पर्याप्त दबाव के इस्तेमाल कर रहल बानी कि ना। अगर दबाव बहुत कम होखे त मशीन से कटौती ना होई। आगे सामग्री के मोटाई के देखल जाव। अगर सामग्री डाई से मेल ना खाए त कटौती बढ़िया ना होई। के लिए कटिंग जी मर जाला के जांच करीं सुस्त ब्लेड भा घिसल-पिटल हिस्सा। जरूरत पड़ला पर ओह लोग के बदल दीं.
सही दबाव के इस्तेमाल करीं ताकि डाई तेजी से घिस ना जाए।
सुनिश्चित करीं कि सामग्री के मोटाई ओह से मेल खात होखे जवना के डाई के जरूरत बा.
सुस्त ब्लेड भा घिसल-पिटल हिस्सा खातिर डाई के देखल जाव.
अगर रउरा ई सब काम करब त अधिकतर अधूरा कटौती ठीक कर देब. राउर डाई कटिंग मशीन बेहतर काम करी आ रउरा के साफ आकृति दी.
डाई कटिंग मशीन में जाम के समस्या
जाम काहे होला
जामिंग से राउर काम रुक सकेला आ रउरा निराश महसूस कर सकेनी. रउरा चाहत बानी कि राउर डाई कटिंग मशीन ठीक से चले बाकिर कबो कबो बात अटक जाला. जाम होखे के मुख्य कारण देखल जाव:
| कारण के |
विवरण |
| डाई के ओवरफिलिंग कइल जाला |
अगर रउरा डाई में बहुते मटेरियल डाल दीं त ऊ जाम हो सकेला. सामग्री के हमेशा समान रूप से लोड करीं आ ओकरा के किनारे के भीतर रखीं। |
| विदेशी वस्तु के बारे में बतावल गइल बा |
छोट-छोट टुकड़ा भा मलबा काट के जगह में फंस सकेला। कवनो चीज के जांच करीं जवन आपन ना होखे आ ओकरा के हटा दीं. |
| घिसल-पिटल रोलर के बा |
रोलर सामग्री के ले जाए में मदद करेला। अगर ऊ लोग बूढ़ हो जाव भा क्षतिग्रस्त हो जाव त जाम हो सकेला. जरूरत पड़ला पर एकरा के बदल दीं. |
अगर रउरा गलत तरीका से सामग्री के खिआवत बानी त रउरा जाम भी लउक सकेला. सुनिश्चित करीं कि सामग्री के सीधा गाइड करीं आ ढेर जोर से ना खींचीं भा धक्का मत दीं. गलत हैंडलिंग से फीडिंग में समस्या हो सकता अवुरी मशीन के नुकसान तक हो सकता।
जामिंग के ठीक कईसे कईल जाला
कुछ सरल कदम से अधिकांश जाम के ठीक क सकतानी। सबसे पहिले सुरक्षा खातिर मशीन बंद क दीं। एकरा बाद, कटिंग डाई के नजदीक कवनो विदेशी चीज़ चाहे स्क्रैप के जांच करीं। जवन भी चीज ना होखे के चाहीं ओकरा के हटा दीं। रोलर देख के देखल जाव कि ऊ घिसल-पिटल बा कि ना. अगर बा त ओकरा के बदल दीं.
इहाँ कुछ टिप्स दिहल बा जवना से कि आपके डाई कटिंग के बढ़िया से चलत रहे:
हर काम के बाद मशीन के भीतरी के साफ करीं ताकि धूल अवुरी मलबा निकल सके।
सभ चलत हिस्सा के चिकनाई करीं आ अक्सर जांच करीं।
सही सामग्री के इस्तेमाल करीं आ ओकरा के समान रूप से लोड करीं.
मशीन के नियमित समय पर निरीक्षण आ कैलिब्रेट करीं।
ओयांग के डाई कटिंग मशीन एकरा के अवुरी आसान बना देले बा। एकर यूजर फ्रेंडली डिजाइन आपके सामग्री के जल्दी बदले अवुरी परेशानी पैदा करे से पहिले जाम के स्पॉट करे में मदद करेला। एडवांस तकनीक से सबकुछ ठीक से चलत रहेला, एहसे आप ठीक करे में कम समय देवेनी अवुरी काम करे में जादे समय देवेनी । बढ़िया रखरखाव आ स्मार्ट मटेरियल के विकल्प जाम से बचे के सबसे बढ़िया तरीका बा आ अपना मशीन के टॉप शेप में राखे के बा।
डाई कटिंग में गलत संरेखण के मुद्दा
गलत संरेखण के कारण बा
कबो-कबो, राउर डाई कटिंग मशीन टेढ़ काट लेला भा कुछ चादर छूट जाला। गलत संरेखण अलग-अलग कारण से हो सकता। खिआवे के तंत्र सामग्री के जगह से बाहर ले जा सकेला। सामग्री में असमान तनाव ओकरा के शिफ्ट कर सकेला. यांत्रिक हिस्सा घिस के समस्या पैदा क सकता। इहाँ कुछ बात बतावल जा रहल बा जवन गलत हो सकेला:
डाई कटर आ तार के असमान दबाव से प्लेटफार्म पर तनाव पड़ेला।
अलग-अलग ऊंचाई वाला कनेक्टिंग रॉड के चलते असमान दबाव होखेला।
मुख्य ड्राइव चेन घिस जाला अवुरी पोजीशनिंग में गड़बड़ी हो जाला।
दौड़त घरी रुक-रुक के तंत्र हिल जाला।
पोजीशनिंग ब्लॉक घिस जाला आ सटीकता खतम हो जाला।
पेपरबोर्ड खिंचाव भा झुक जाला, जवना से ओवरप्रिंट हो जाला।
ऑपरेटर के गलती भा डाई-कट संस्करण के कम परिशुद्धता।
गलत तरीका से खियावे से सामग्री हिल जाला।
सामग्री में असमान तनाव के कारण ब्लेड गलत संरेखित हो जाला।
गलत संरेखण बहुत होला, खासकर अगर सेंसर टूट जाव भा सेटअप गलत होखे. अगर रउरा अपना मशीन के अक्सर जांच ना करीं त रउरा अउरी टेढ़ कटौती आ बेकार सामग्री देखाई दिही.
गलत संरेखण के कइसे ठीक कइल जाला
कुछ आसान काम करके गलत संरेखण के ठीक कर सकेनी। सबसे पहिले आपन मशीन के अक्सर जांच करे के योजना बनाईं। फीडर सिस्टम के नियमित रूप से निरीक्षण आ कैलिब्रेट करीं। मशीन के स्थिति के जांच आ समायोजन खातिर मानक कैलिब्रेशन चरण के इस्तेमाल करीं। आपन वर्कशॉप के स्थिर राखीं जेहसे कि कागज ना खिंचाव ना सिकुड़े. इहाँ समाधान के साथे एगो तालिका दिहल गइल बा:
| समाधान के |
विवरण |
| नियमित रखरखाव के काम होला |
फीडर सिस्टम पैरामीटर के अक्सर निरीक्षण आ कैलिब्रेट करीं। |
| मानक कैलिब्रेशन के बा |
कवनो शेड्यूल पर संदर्भ स्थिति के जांच आ समायोजन करीं. |
| पर्यावरण नियंत्रण के बारे में बतावल गइल बा |
कागज में बदलाव ना होखे देवे खातिर कार्यशाला के स्थिति स्थिर राखीं। |
अगर रउआ एह कदम के पालन करीं त राउर डाई कटिंग सही रही। ओयांग के मशीन कैलिब्रेशन के सरल बनावेले, एहसे आप ठीक करे में कम समय देवेनी अवुरी बढ़िया कटौती करे में जादे समय देवेनी। जब रउरा टेढ़ कटौती भा गलत संरेखित ब्लेड देखब त जल्दी से ठीक कर लीं. घिसल-पिटल कटिंग डाई बदलीं आ ऑपरेटरन के गलती से बचे के सिखाईं. रउरा बेहतर रिजल्ट मिली आ कम बर्बादी होखी.
अत्यधिक शोर भा कंपन होखे के चाहीं
शोर के साथ आम समस्या के बारे में बतावल गइल बा
रउरा देख सकीलें कि रउरा डाई कटिंग मशीन के आवाज़ तेज हो जाला भा हिलल शुरू हो जाला. एहसे राउर वर्कस्पेस असहज हो सकेला आ राउर काम धीमा तक हो सकेला. ऊ सब हल्ला कहाँ से आवेला? इहाँ कुछ आम स्रोत दिहल गइल बा:
मशीन चलला पर मोटर, गियर आ अउरी चलत हिस्सा शोर मचावेला।
अगर रउरा मशीन के अधिका गति से चलाईं त ऊ अउरी तेज हो जाला.
ढीला बेयरिंग, गलत संरेखित गियर, भा खराब बेल्ट के चलते अतिरिक्त शोर अवुरी कंपन हो सकता।
जब कटिंग ब्लेड सामग्री से मिलेला त घर्षण होला। कठोर सामग्री से अधिका शोर होला।
सुस्त भा घिसल-पिटल कटिंग डाई में अधिका बल के जरूरत होला जवना से अधिका हिलल आ आवाज होला.
शोर आ कंपन खाली परेशान करे वाला ना होला. एकर मतलब इहो हो सकेला कि रउरा मशीन के भीतर कुछ गलत बा. अगर रउरा एह संकेतन के अनदेखी करब त बाद में रउरा अउरी बड़हन समस्या हो सकेला.
शोर आ कंपन के कइसे ठीक कइल जाला
रउआ कुछ सरल कदम से अधिकांश शोर अवुरी कंपन के मुद्दा के हल क सकतानी। नियमित रखरखाव इहाँ राउर सबसे बढ़िया दोस्त बा। ई टिप्स आजमा के देखीं:
अपना मशीन के अक्सर निरीक्षण करीं। ढीला हिस्सा भा कवनो अइसन चीज देखल जाव जवन जगह से बाहर लागे.
सभ चलत हिस्सा के चिकनाई करीं। एहसे सबकुछ ठीक से चले में मदद मिलेला अवुरी शोर कम रहेला।
गियर अवुरी बेल्ट के संरेखण के जांच करीं। अगर कुछ बंद बा त तुरंत ठीक कर लीं।
अपना ब्लेड के हालत देखल जाव. अगर सुस्त हो जाव भा घिस गइल होखे त ओकरा के बदल दीं.
बेल्ट अवुरी बाकी हिस्सा प तनाव के समायोजित क के सबकुछ टाइट राखल जाए।
अगर रउआ एह कदम के पालन करीं त रउआ आपन डाई कटिंग मशीन के चुपचाप आ s चलावत रहब ।मूथली ओयांग के समाधान आसान रखरखाव अवुरी स्मार्ट डिजाइन प केंद्रित बा , एहसे आप ठीक करे में कम समय देवेनी अवुरी काम करे में जादे समय देवेनी।
सामग्री के खिलावे में दिक्कत होला
खिला के साथ आम डाई कटिंग के मुद्दा
रउआँ देख सकेनी कि राउर डाई कटिंग मशीन कबो-कबो सामग्री के सुचारू रूप से फीड करे में संघर्ष करेले। एहसे राउर काम धीमा हो सकेला आ गलती हो सकेला. इहाँ कुछ आम समस्या के सामना करे के पड़ सकेला:
सामग्री के गलत संरेखण : सामग्री सही लाइन में ना लागेला, एहसे कटौती गलत निकलेला। अक्सर अइसन तब होला जब फीडिंग सिस्टम ठीक से सेट ना होखे भा सामग्री में असमान तनाव होखे।
सामग्री जाम : सामग्री मशीन के भीतर फंस जाला। अइसन तब हो सके ला अगर सामग्री बहुत मोट होखे, फीडिंग सिस्टम ठीक से काम ना करे, या स्थिर होखे।
इ दुनो समस्या समय अवुरी सामग्री के बर्बादी क सकता। रउरा चाहत बानी कि हर चादर मशीन में बिना कवनो परेशानी के चले.
खिआवे के समस्या के कइसे ठीक कइल जाला
रउआँ कुछ स्मार्ट स्टेप से अधिकतर खिआवे के समस्या के ठीक कर सकेनी। सबसे पहिले शुरू करे से पहिले फीडिंग सिस्टम के जांच करीं। सुनिश्चित करीं कि सामग्री सीधा लाइन में होखे आ तनाव सम महसूस होखे. फीडिंग पथ के आसपास के इलाका के साफ क के धूल भा स्क्रैप हटाईं। अगर जाम लउकत बा त मशीन रोक के तुरते साफ कर दीं.
ओयांग के डाई कटिंग मशीन से इहाँ आपके बहुत फायदा मिलेला। क्विक चेंजओवर फीचर के मदद से आप सामग्री के तेजी से बदल सकतानी, एहसे आप सेटअप करे में कम समय बिता सकतानी। हाई रजिस्ट्रेशन के मतलब बा कि मशीन हर शीट के सही जगह प राखेले, जवना से गलत संरेखण अवुरी जाम से बचाव में मदद मिलेला। इ फीचर आपके काम आसान बनावेला अवुरी कम समय में अवुरी काम करे में मदद करेला।
नियमित रखरखाव से भी मदद मिलेला . जब रउरा अक्सर फीडिंग सिस्टम के जांच करीं त छोट-छोट मुद्दा के बड़ समस्या में बदले से पहिले पकड़ लेनी। इ समाधान आपके डाई कटिंग के सुचारू रूप से चलावेला अवुरी आपके रिजल्ट तेज देखाई देवेला।
कटिंग प्लेट पर पहिरल आ फाड़ल
प्लेट पहनने के संकेत बा
रउरा देख सकीलें कि राउर डाई कटिंग मशीन पहिले जइसन साफ ना काटत होखे. आमतौर पर एकर मतलब होला कि कटिंग प्लेट घिसल शुरू हो गइल बा. इहाँ कुछ संकेत दिहल गइल बा जवना पर रउरा ध्यान राखे के चाहीं:
सुस्त ब्लेड से चीथड़ा-चीथड़ा कटौती होखेला अवुरी एकरा से आपके जादा दबाव के इस्तेमाल करे के पड़ेला। एहसे आपके मशीन में तनाव हो सकता।
डेंट भा टेढ़ ब्लेड आपके कटौती के आकार के बर्बाद क देवेला। रउरा एह सब के तुरते बदल देबे के चाहीं.
डाई में फंसल मलबा आपके काम में गड़बड़ी क सकता। हमेशा छोट-छोट स्क्रैप के जांच करीं।
गलत कटौती अक्सर सुस्त भा क्षतिग्रस्त ब्लेड के ओर इशारा करेला।
घिसल-पिटल कटिंग प्लेट के ओर ले जाला खराब कटिंग सटीकता के बा.
सामान्य घिसल-पिटल असमान किनारा भा आकृति के रूप में देखावल जाला जे मेल ना खाला।
अगर रउरा एहमें से कवनो समस्या देखत बानी त रउरा मशीन पर ध्यान देबे के जरूरत बा. रउरा चाहत बानी कि हर कट तेज आ प्रोफेशनल लउके.
प्लेट पहिरला के ठीक कईसे कईल जाला
कुछ स्मार्ट स्टेप से प्लेट पहिरला के ठीक क सकेनी। सबसे पहिले हर काम के बाद कटिंग डाई के साफ करीं। एहसे मलबा जमा ना हो पावेला. एकरा बाद प्लेट के नुकसान भा सुस्त ब्लेड के जांच करीं। अगर रउरा डेंट भा टेढ़ ब्लेड लउकत बा त ओकरा के तुरते अदला-बदली कर लीं. नियमित रखरखाव से समस्या के जल्दी पकड़े में मदद मिलेला अवुरी आपके डाई कटिंग के सुचारू रूप से चलत रहेला।
बदले खातिर रउरा कवनो सख्त कार्यक्रम के पालन करे के जरूरत नइखे. बल्कि अपना कट के क्वालिटी के देखल जाव। व्यस्त दोकान में हर 50 से 100,000 साइकिल के बाद प्लेट के जांच हो सकता। अगर रउरा कटौती खराब होखत देखत बानी त मरम्मत भा बदले के समय आ गइल बा.
ओयांग के समाधान एह प्रक्रिया के आसान बना देला। यूजर फ्रेंडली डिजाइन के मदद से आप जल्दी से प्लेट बदल सकतानी अवुरी तेजी से काम प वापस आ सकतानी। बढ़िया रखरखाव से समय अवुरी पईसा के बचत होखेला। रउरा बेहतर रिजल्ट देखाई दिही अवुरी अपना मशीन के टॉप शेप में राखब।
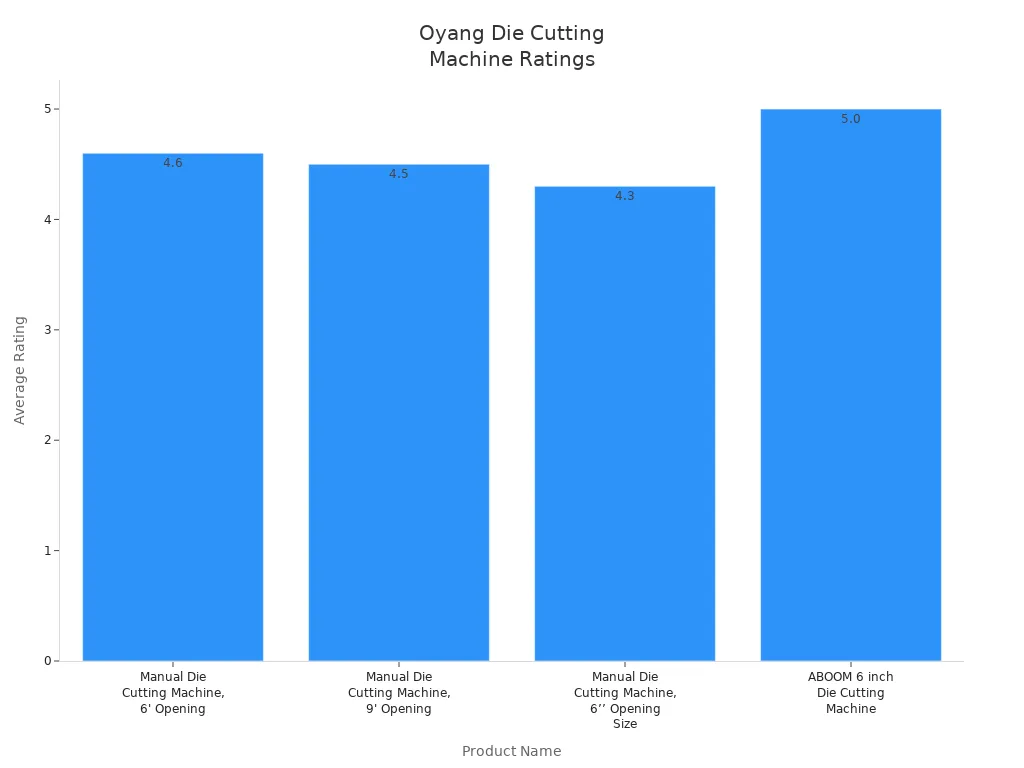
जब रउरा आपन डाई कटिंग मशीन के अधिका समय ले चलेनी जब ओकरा के अक्सर जांच करीं आ समस्या के तेजी से ठीक करीं. नियमित रखरखाव से डाउनटाइम में 30% के कटौती हो जाला अवुरी पईसा के बचत में मदद मिलेला। ओयांग के डाई कटिंग सॉल्यूशन के ग्राहकन के ओर से उच्च रेटिंग मिलेला।
अपना रिजल्ट के बढ़ावे अवुरी स्थायी मूल्य के आनंद लेवे खाती ए टिप्स के लागू करीं।
पूछल जाए वाला सवाल
डाई कटिंग मशीन के सबसे आम समस्या का होखेला?
रउरा अक्सर असमान कटौती, जाम, आ गलत संरेखण देखे के मिलेला. ई आम समस्या ग एगो अपना काम आ बेकार सामग्री के धीमा कर दीं.
डाई कटिंग के मुद्दा के कइसे ठीक कइल जा सकेला?
मशीन के घिसल-पिटल हिस्सा भा गलत संरेखित ब्लेड के जांच करीं। हर समस्या के जल्दी से ठीक करे के तरीका देखे खातिर एह गाइड में दिहल चरण के पालन करीं।
अपना डाई कटिंग मशीन के केतना बेर रखरखाव करे के चाहीं?
हर काम के बाद रउरा अपना मशीन के निरीक्षण अवुरी साफ-सफाई करे के चाही। नियमित जांच से मुद्दा के जल्दी पता लगावे में मदद मिलेला अवुरी सबकुछ ठीक से चलत रहेला।















