Ikatu reguereko ko’ãva e máquina de corte de troquel pr oblems : corte desigual, corte incompleto, atasco, desalineación, ruido hatã, problema de alimentación ha desgaste de chapa. Emaña umi apañuãi ojehechavévare ko’ápe:
| Apañuãi |
Ñemombe’u |
| Corte Inconsistente rehegua |
Ñangareko vai odespilfarra umi material ha ojehepyme'êve pirapire |
| Cuchillas oñealinea vaíva |
Umi corte ha’e torcido, umi pila gruesa oikotevẽ fijación |
| Cuchillas Abolladas térã Deformadas |
Umi borde ojehecha áspero, resultado ivaieterei, oikotevê cuchilla pyahu |
| 'Fluffy' Bordes rehegua |
Umi cuchilla hũva ojapo umi borde áspero, oikotevẽ cuchilla pyahu |
| Desgaste ha Desgaste General rehegua |
Cuchillas aburas térã configuración vai, oikotevẽ oñemyatyrõ |
| Líneas de Estallido ha Líneas Pytũmby |
Hetaiterei presión térã configuración vai omoheñói ko'ã defecto |
Oyang ome'ê solución iñarandu ha ndahasýiva. Eñeha’ã ko’ã consejo emyatyrõ pya’e haĝua troquel corte ha emantene haĝua ne rembiapo.
Clave Takeaways rehegua
Corte desigual en Máquina de Corte de Troqueles
Umi mba’e omoñepyrũva Corte Desigual
Sapy’ánte, nde máquina de corte troquel ndoikytĩri peteĩcha cada vez. Péicha ikatu omombo ne material ha mbeguekatu ne rembiapo. Mbaʼérepa oiko upéva? Ko ápe oí petet cuadro simple ohechaukáva umi razón principal:
| Causa |
Descripción |
| Bordes Dullos térã Desgastados |
Umi troquel oikytĩva oñembotapykue heta ojeporu rire. Tekotevẽ rembohape térã remoambue umíva. |
| Alineación vai rehegua |
Umi cuchilla térã guía noĩriramo alineado, umi corte ojehecháta torcido térã desigual. |
| Material rehegua Variación rehegua |
Umi material oguerekóva iñambuéva espesor térã dureza oikotevẽ oñemoambue presión ha velocidad. |
| Máquina Ñangareko |
Nderemopotĩri térã nerehecháiramo ne mákina, ikatu ikyʼa ha nombaʼapói porãi. |
Umi párte kyʼa térã umi perno suelto ikatu avei ojapo provléma troquel oikytĩva . Nderehecháiramo jepi ne máquina, ikatu rehecha hetave javy. Akóinte eheka umi cuchilla noĩriva alineada, ikatúgui ojavy tuicháva.
Mba’éichapa ikatu ñamyatyrõ umi corte desigual
Ikatu remyatyrõ umi corte desigual rejapóvo mbovymi mbaʼe isensíllova. Primero, emaña nde ur rehe oikytĩvo umi troquel ojehecha haguã oguerekópa mba'eveichagua daño. Emoambue umíva ojedesgasta ramo. Upéi, ehecha ne mákina oĩ porãpa alineádo. Emboty oimeraẽ perno térã sujetador ojejokóva. Oñemohenda presión ikatu haguãicha opaite corte peteĩcha. Oñemopotî máquina ojeipe'a haguã yvytimbo térã ky'a.
Koʼápe oĩ peteĩ lísta mbykymi nepytyvõtava nemanduʼa hag̃ua:
Emaña umi troquel oñeikytĩvare ha emoambue ijyvytu térã oñembyaíramo.
Emohenda pe máquina ikatu haguaicha pe presión ojoja.
Eaprieta umi perno ha ehecha oĩpa alineado umi cuchilla.
Emopotĩ opaite mba’e reñepyrũ mboyve remba’apo.
Rejapóramo koʼã mbaʼe, remyatyrõta la majoría umi provléma ha nde corte de troquel osẽ porãta.
Máquina Corte de Troqueles No Oikytĩva Material rupive
Cuestiones Comunes de Corte de Troquel rehegua
Sapy’ánte, nde máquina de corte troquel ndoikytĩri pe tape pukukue. Péva ikatu ñanemoñeñandu vai reipotáramo umi forma neat. Oĩ mbovymi mbaʼérepa oiko upéva. Emañamína ko tab le rehe algúnope g̃uarã apañuãi ojehechavéva :
| Mba’e’oka |
Ñemombe’u |
| Presión de corte insuficiente |
Umi ajuste de presión vai ojapo pe máquina opresiona desigual. |
| Desgaste de cuchilla rehegua |
Ojepuru heta umi cuchilla, oñembopiro’y ha sa’ive haimbe. |
| Kuatia ipukukue ñemoambue |
Pe kuatia ijyvateterei térã ipire hũramo, ikatu pe presión ndoikói porãi. |
Nde troquel ndoikytĩvéiramo, ikatu reguereko peteĩva koʼã provléma. Sapy’ánte, pe material ijyvyku’ieterei. Ambue jey katu umi cuchilla ndaha’evéima haimbe. Ikatu avei oĩ vai pe ajuste de presión. Ko’ã mba’e ikatu omombo umi mba’e reguerekóva ha nembotapykue.
Mba’éichapa ikatu ñamyatyrõ umi corte incompleto
Ikatu remyatyrõ umi corte incompleto mbovymi paso ndahasýiva rupive. Primero, ehecha reiporúpa hína suficiente presión. Pe presión imbovyetereíramo, pe mákina ndoikytĩmoʼãi. Upe rire, jajesareko pe material grueso rehe. Pe material ndojoajúiramo pe troquel ndive, umi corte naiporãmoʼãi. Ojesareko umi corte g troquel rehe cuchillas hũva térã umi parte ojedesgastáva. Emoambue umíva tekotevẽramo.
Eipuru pe presión oike porãva ani hag̃ua pe troquel ojedesgasta pyaʼe.
Ejeasegura pe material grueso ojoajuha pe troquel oikotevẽvare.
Emaña pe troquel rehe umi cuchilla hũ térã umi parte desgastado rehe.
Rejapóramo ko’ã mba’e, remyatyrõta la mayoría umi corte incompleto. Nde máquina de corte troquel omba’apo porãvéta ha ome’ẽta ndéve forma ipotĩva.
Problemas de Jamming Máquina de Corte de Troqueles-pe
Mba'érepa Oiko Jams
Pe jamming ikatu ojoko ne rembiapo ha reñeñandu frustrado. Reipota nde mákina de corte de troqueles ombaʼapo porã, péro sapyʼánte umi mbaʼe ojejoko. Jahechami umi mba e tenondegua oikoha umi atasco:
| Causa |
Descripción |
| Omyenyhẽ hetaiterei pe Troquel |
Remoĩramo hetaiterei material pe troquel-pe, ikatu oñemboty. Akóinte ekarga peteĩchapa pe material ha eñongatu umi orílla ryepýpe. |
| Mba’e Pytagua |
Umi pehẽngue michĩva térã escombro ikatu ojejoko pe área oñeikytĩvape. Ejesareko oimeraẽ mba’e ndaha’éiva imba’e rehe ha eipe’a. |
| Rodillos Desgastados rehegua |
Umi rodillo oipytyvõ omomýi hag̃ua pe material. Itujáramo térã oñembyaíramo, ikatu oiko atasco. Emyengovia umíva oñeikotevẽ jave. |
Ikatu avei rehecha mermelada remongaru vaíramo pe materiál. Ejeasegura redirihi porãha pe material ha ani retira térã rembota hatãiterei. Pe manejo vai ikatu ojapo provléma oñemongaru hag̃ua ha ombyai voi pe mákina.
Mba’éichapa ikatu ñamyatyrõ Jamming
Ikatu remyatyrõ hetave atasco mbovymi paso simple rupive. Primero, embogue pe mákina reñangareko hag̃ua. Upéi, ehecha oĩpa mba’e pytagua térã restos hi’aguĩva umi troquel de corte-gui. Eipe’a oimeraẽ mba’e ndoikóiva’erã upépe. Emaña umi rodillo rehe ha ehecha ojedesgastapa. Oiméramo upéicha, emyengovia.
Koʼápe oĩ unos kuánto konsého ikatu hag̃uáicha osẽ porã nde corte de troquel:
Oñemopotî máquina ryepy káda tembiapo rire ojeipe'a haguã yvytimbo ha mba'e ky'a.
Embojehe’a ha ehecha jepi opaite mba’e omýiva.
Eipuru pe material oĩporãva ha ekargá peteĩcha.
Ejesareko ha ecalibra pe máquina peteĩ horario regular-pe.
Oyang máquina de corte troquel ombohapeve ko mba'e. Idiseño ojepurukuaa hag̃ua nepytyvõ remoambue hag̃ua pyaꞌe umi material ha rehecha hag̃ua umi atasco omoheñói mboyve apañuãi. Pe tecnología ijyvatevéva omantene opa mba’e oho porã, upévare sa’ive reipuru remyatyrõ haĝua ha hetave tiempo remba’apo haĝua rey. Mantenimiento porã ha material iñaranduva jeporavo ha’e pe tape iporãvéva ani haguã ojejoko ha oñemantene haguã nde máquina forma superior-pe.
Cuestiones de Desalineación rehegua Corte de Troqueles-pe
Umi mba’e omoñepyrũva alineación vai
Sapy’ánte, nde máquina de corte troquel oikytĩ torcido térã ofalta algunas chapa. Pe desalineación ikatu oiko diferénte mbaʼére. Pe mecanismo de alimentación ikatu omomýi pe material hendaitépe. Pe tensión desigual oĩva pe material-pe ikatu ojapo chugui oñemoambue. Umi párte mecánica ikatu ojedesgasta ha omoheñói provléma. Koʼápe oĩ umi mbaʼe ikatúva oho vai:
Pe presión desigual oúva pe cortador de troquel ha alambre-gui omoĩ estrés pe plataforma-pe.
Umi barra de conexión oguerekóva diferente altura omoheñói presión desigual.
Pe cadena de accionamiento principal ojedesgasta ha omoapañuãi posicionamiento.
Pe mecanismo intermitente oryrýi oñani aja.
Umi bloque de posicionamiento ojedesgasta ha operde precisión.
Pe tablero ojeipyso térã ojedobla, ha upévare oñeimprimi hetaiterei.
Operador ojavy térã baja precisión versión troquel-pe.
Pe alimentación hekope’ỹ ojapo pe material omýi haĝua.
Pe tensión desigual oĩva pe material-pe ojapo umi cuchilla desalineada.
Heta ojehu pe alineación vai, koꞌetevéramo umi sensor oñembyaíramo térã pe configuración oĩ vai ramo. Nderehecháiramo jepi nde mákina, rehecháta hetave corte torcido ha material ojedesperdiciáva.
Mba’éichapa ikatu ñamyatyrõ pe alineación vai
Ikatu remyatyrõ pe desalineación rejapóvo mbovymi mba’e ndahasýiva. Primero, ejapo peteĩ plan ehecha jepi hag̃ua nde mákina. Ejesareko ha ecalibra jepi pe sistema alimentador rehegua. Eipuru umi paso calibración estándar rehegua ehecha ha emohenda hag̃ua máquina ñemohenda. Eñongatu nde taller ñemongu’e ani haguã kuatia ojeipyso térã oñemboguejy. Ko ápe oí petet cuadro oguerekóva solución:
| Solución |
Descripción |
| Mantenimiento jepivegua |
Ejesareko ha ecalibra jepi umi parámetro sistema alimentador rehegua. |
| Calibración estándar rehegua |
Ejesareko ha emohenda umi posición de referencia peteĩ horario-pe. |
| Control ambiental rehegua |
Eñongatu umi condición taller-pegua peteĩcha ani haguã oñemoambue kuatia. |
Resegíramo koʼã mbaʼe, nde corte de troquel opyta porãta. Umi máquina Oyang mba’éva ojapo calibración simple, upévare sa’ive reipuru tiempo remyatyrõ haĝua ha hetave tiempo rejapo haĝua corte porã. Rehechávo umi corte torcido térã cuchillas desalineada, pya’e emyatyrõ. Emoambue umi troquel de corte desgastado ha embo'e umi operador-kuérape ani haguã ojavy. Rehupytýta resultado iporãvéva ha sa’ive redesperdicia.
Ruido térã Vibraciones hetaiterei
Apañuãi ojehechavéva Ruido rehegua
Ikatu rehechakuaa nde máquina de corte troquel hatã térã oñepyrũ oryrýi. Kóva ikatu ojapo ne mba’apoha renda incómodo ha jepe ombovevýi ne rembiapo. Moõgui piko ou opa upe tyapu? Ko’ápe oĩ umi fuente común:
Umi motor, engranaje ha ambue mbaʼe omýiva ojapo tyapu pe mákina ombaʼapo jave.
Remonguʼéramo pe mákina velocidad tuichavévape, hatãve ohóvo.
Umi rodamiento suelto, umi engranaje desalineado térã umi correa oñembyaíva ikatu ojapo extra ruido ha vibración.
Pe cuchilla de corte ojoaju jave pe material ndive, oiko fricción. Umi material hatãvéva ojapo hetave tyapu.
Umi troquel de corte hũ térã ojedesgastáva oikotevẽve fuerza, upéva ogueru hetave oryrýi ha tyapu.
Umi ruido ha vibración ndaha’éi peteĩ molesto añónte. Ikatu avei he’ise oĩha mba’e vai nde máquina ryepýpe. Remboykéramo koʼã señál, ikatu rehupytýta umi provléma tuichavéva upe rire.
Mba’éichapa ikatu ñamyatyrõ Ruido ha Vibración
Ikatu resoluciona la mayoría umi problema ruido ha vibración rehegua mbovymi paso simple rupive. Mantenimiento regular ha’e ne angirũ porãvéva ko’ápe. Eñehaʼã koʼã konsého:
Ejesareko jepi nde máquina rehe. Eheka umi párte suelto térã oimeraẽ mbaʼe haʼetévaicha osẽva hendaitépe.
Embojehe’a opaite mba’e omýiva. Péicha opa mba’e osẽ porã ha oguejy pe tyapu.
Ojesareko alineación engranaje ha correa rehe. Oĩramo peteĩ mbaʼe oñembogue, emyatyrõ pyaʼe.
Emaña mbaʼéichapa oĩ nde cuchillakuéra. Emyengovia umíva oñembopiro’ýramo térã ojedesgasta ramo.
Emohenda pe tensión umi cinturón ha ambue pártepe ikatu hag̃uáicha ojejoko opa mbaʼe.
Resegíramo koʼã mbaʼe, remantene vaʼerã nde máquina de corte de troqueles ombaʼapo kirirĩháme ha s moothly. Oyang solución oñecentra mantenimiento ndahasýiva ha diseño inteligente rehe, upéicha reipuru sa’ive tiempo remyatyrõ haĝua ha hetave tiempo remba’apo haĝua.
Apañuãi Material Alimentación rehegua
Cuestiones Comunes Corte de Troqueles rehegua Alimentación rehegua
Ikatu rehechakuaa nde máquina de corte troquel sapy’ánte oñeha’ãha omongaru porã material. Péicha ikatu ombovevýi ne rembiapo ha ojavy. Koʼápe oĩ unos kuánto provléma jepivegua ikatúva rembohovái:
Material desalineación: Pe material noĩri alineado porã, upévare umi corte osẽ vai. Péva oiko jepi pe sistema de alimentación noñemohendaporãi jave térã pe material oguerekóramo tensión desigual.
Material ñemboty: Pe material ojejoko máquina ryepýpe. Péva ikatu oiko pe material ijyvyku’itereíramo, pe sistema de alimentación nomba’apoporãiramo, térã oñembyatýramo estático.
Mokõive koʼã provléma ikatu operde tiémpo ha umi materiál. Reipota opaite hoja ohasa máquina rupive apañuãi'ỹre.
Mba’éichapa ikatu ñamyatyrõ umi problema alimentación rehegua
Ikatu remyatyrõ hetave apañuãi alimentación rehegua mbovymi paso iñarandu rupive. Primero, ehecha pe sistema de alimentación reñepyrũ mboyve. Ejeasegura pe material oñemoĩ porãha ha pe tensión oñeñandu peteĩcha. Oñemopotî pe tenda ojeréva pe tape oñemongaru haguã ojeipe’a haguã yvytimbo térã restos. Rehecháramo atasco, ejoko pe mákina ha emopotĩ pyaʼe.
Oyang máquina de corte troquel ome'ê ndéve tuicha ventaja ko'ápe. Pe mba’ekuaarã ñemoambue pya’e oheja ndéve rembohasa pya’e umi material, upévare sa’ive reipuru remohenda hag̃ua. Pe registro yvate he’ise pe máquina omantene opaite hoja hendaitépe, oipytyvõva ani hağua ojejapo desalineación ha atasco. Ko’ã mba’e ombohape ne rembiapo ha nepytyvõ rejapo hag̃ua hetave mba’e sa’ive tiémpope.
Avei oipytyvõ mantenimiento regular . Rehecháramo jepi pe sistema de alimentación, rejagarra umi asunto michĩva oñekonverti mboyve problema tuichávape. Ko solución omantene nde corte troquel osẽ porã ha umi resultado ojehecha haimbe.
Desgaste ha Desgaste umi Chapa de Corte-pe
Señales de Desgaste de Chapa rehegua
Ikatu rehechakuaa nde máquina de corte troquel ndoikytĩriha ipotĩva yma guaréicha. Péva he’ise jepi umi chapa de corte oñepyrũmaha ojedesgasta. Koʼápe oĩ unos kuánto señál rehechavaʼerã:
Umi cuchilla hũva ojapo umi corte rasgado ha ndemboliga reipuruve hag̃ua presión. Péva ikatu ombohape nde máquina.
Umi cuchilla abollada térã deformada ombyai umi nde corte forma. Upepete remyengoviavaʼerã koʼãva.
Umi escombro ojejokóva pe troquel-pe ikatu omoapañuãi ne rembiapo. Akóinte ehecha oĩpa umi restos michĩva.
Umi corte hendape’ỹ ohechauka jepi umi cuchilla hũ térã oñembyaíva.
Umi chapa de corte desgastado ogueraha to precisión corte rehegua vai.
Desgaste general ojehechauka borde desigual térã forma ndojoajúiva ramo.
Rehecháramo peteĩva koʼã provléma, ne mákina tekotevẽ ojesareko hese. Peipota opa corte ojehecha haimbe ha profesional.
Mba'éichapa ikatu ñamyatyrõ Chapa Desgaste
Ikatu remyatyrõ desgaste de chapa mbovymi paso inteligente reheve. Primero, emopotĩ umi troquel de corte káda tembiapo rire. Péicha ani hag̃ua oñembyaty umi escombro. Upe rire, ehecha umi chapa oñembyaipa térãpa umi cuchilla oñembotapykuéva. Rehecháramo umi cuchilla ojeabolla térã ojedestorsionáva, pyaʼe voi eintercambia. Pe mantenimiento regular nepytyvõ rejagarra hag̃ua umi provléma iñepyrũrã ha nde corte de troquel osẽ porã.
Natekotevẽi resegi peteĩ prográma estricto remyengovia hag̃ua. Upéva rangue, emaña mbaʼéichapa iporã umi nde corte. Umi tenda henyhẽvape ikatu rehecha umi chapa káda 50.000 térã 100.000 ciclo rire. Rehecháramo umi corte ivaiveha, ha’e tiempo oñemyatyrõ térã oñemyengovia haĝua.
Oyang solución ombohape ko proceso. Pe diseño ojepurukuaa hag̃ua oheja ndéve remoambue pyaꞌe umi chapa ha pyaꞌete reñepyrũ jey rembaꞌapo hag̃ua. Pe mantenimiento porã, resalva nde tiémpo ha pláta. Rehecháta resultado iporãvéva ha reñongatúta ne máquina en forma superior.
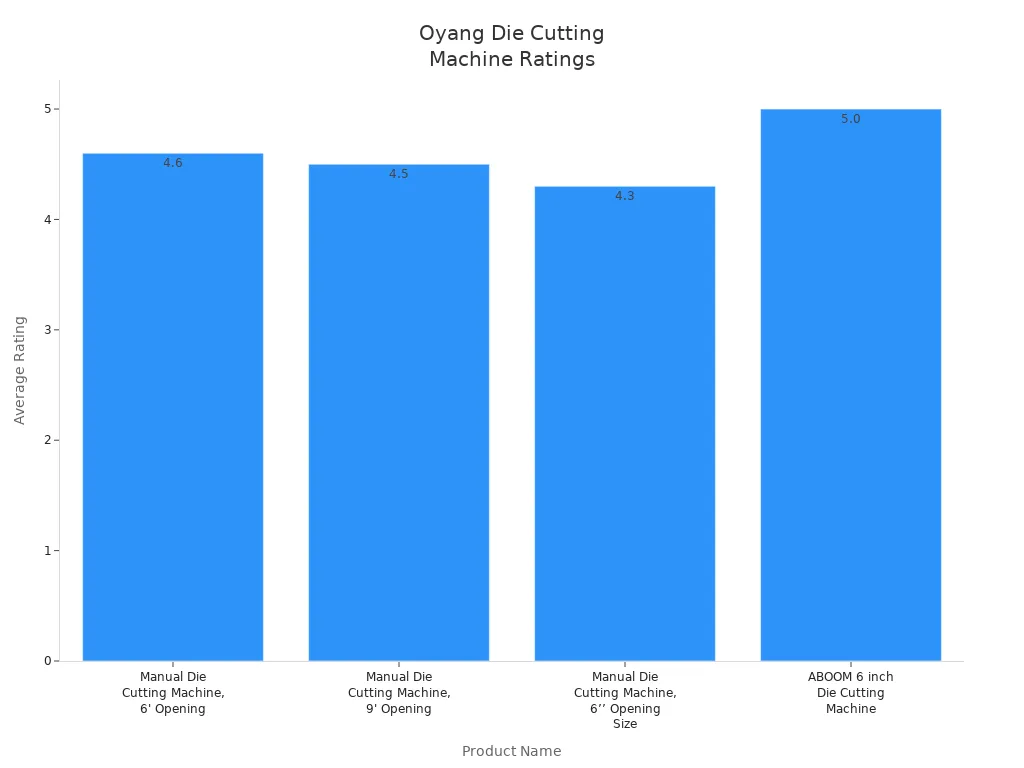
Remantene nde máquina de corte troquel omba’apo areve rehecha jepi jave ha remyatyrõ pya’e umi problema. Mantenimiento regular oikytï tiempo de inactividad 30% ha oipytyvõ osalva haguã pirapire. Umi solución corte troquel Oyang ohupyty calificación yvate cliente-kuéragui.
Emoĩ ko’ã consejo emombarete haĝua nde resultado ha redisfruta haĝua valor duradero.
FAQ ojeporavóva
Mba épa umi problema ojehechavéva umi máquina de corte troquel rehegua.
Py’ỹi rehecha umi corte desigual, atasco ha desalineación. Ko'ãva problema común c an emboguejy mbeguekatu ne rembiapo ha rembogue umi material.
Mba’éichapa aikuaa mba’éichapa amyatyrõ peteĩ asunto de corte de troquel?
Ehecháke pe mákina oĩpa umi párte ojedesgastáva térã umi cuchilla noĩporãiva. Ejapo umi paso oĩva ko guía-pe rehecha hag̃ua mbaʼéichapa ikatu remyatyrõ pyaʼe káda provléma.
Mboy jeypa amantene va’erã che máquina de corte de troqueles.
Rehecha ha remopotĩva’erã nde máquina opa tembiapo rire. Umi jesareko jepivegua nepytyvõ rehechakuaa hag̃ua umi mba’e tenonderãite ha opa mba’e oho porã hag̃ua.















